作者:蓝牙装备 添加时间:2017-11-02 浏览:1366 次
在数控车方机的车削作业中,程序贯穿整个零件的加工过程。由于每个人的加工方法不同,编制加工程序也各不相同,但最终的目的是为了提高数控车方机的生产效率,因此对于选择最合理的加工路线显得尤为重要。本文将从确定走刀路线、选择合适的G命令等细节出发,分析在数控车削中程序的编制方法。
三、合理调用G命令使程序段最少
按照每个单独的几何要素(即直线、斜线和圆弧等)分别编制出相应的加工程序,其构成加工程序的各条程序即程序段。在加工程序的编制工作中,总是希望以最少的程序段数即可实现对零件的加工,以使程序简洁,减少出错的几率及提高编程工作的效率。
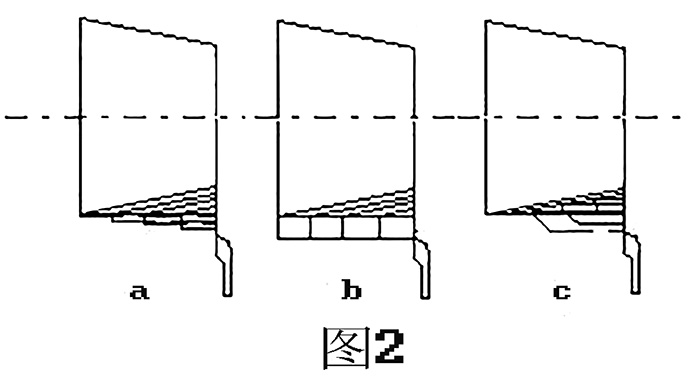
由于数控车方机装置普遍具有直线和圆弧插补运算的功能,除了非圆弧曲线外,程序段数可以由构成零件的几何要素及由工艺路线确定的各条程序得到,这时应考虑使程序段最少原则。选择合理的G命令,可以使程序段减少,但也要兼顾走刀路线最短。如加工上图1的零件,如果毛坯均为棒料,可以用直线插补命令G01进行编程,也可以用矩形循环命令G90进行编程,还可以用复合循环命令G71进行编程,都可以加工该工件。如下图2所示,图2a为用G01命令确定的走刀路线,与图2b用G90命令确定路线相同,但用G01时编程复杂,程序段较多,常用于精加工程序中。图2c为用G71式加工路线,首先走矩形循环进给路线,最后两刀走轮廓的得等距线和最终轮廓线,走刀路线不是很长,且切削量相同,切削力均匀,与G70命令合用还可以使程序编制简单,编程时常用。如果使用的数控车方机没有此命令,应该首先选用G90矩行循环命令进行编程。所以在编程中要灵活应用,选用合理的G命令进行程序编制。
对于非曲线轨迹的加工,所需主程序段数要在保证其加工精度的条件下,进行计算后才能得知。这时,一条非圆曲线应按逼近原理划分成若干个主程序段(大多为直线或圆弧),当能满足其精度要求时,所划分的若干个主程序的段数应为最少。这样,不但可以大大减少计算的工作量,而且还能减少输入的时间及内存容量的占有数。
四、合理安排“回零”路线
在编制较复杂轮廓的加工程序时,为使其计算过程尽量简化,既不易出错,又便于校核,编程者有时将每一刀加工完后的刀具终点通过执行“回零”指令(即返回对刀点),使其全返回对刀点位置,然后在执行后续程序。这样会增加走刀距离,降低生产效率。因此,在合理安排“回零”路线时,应使其前一刀终点与后一刀起点间的距离尽量减短,或者为零,即满足走刀路线最短的要求。
未完待续,更多详情,敬请拨打我司24小时全国服务热线400-1866-068垂询!